
Настольные запайщики
Настольное упаковочное оборудование представляет собой запаечные машины (запайщики), которые располагают на столе или другой удобной для оператора возвышенности (тумбочка, подставка) и приводят в действие с помощью рук. Как правило, данные упаковочные машины имеют максимально простую конструкцию, минимальные габариты и вес.
Учитывая ручной привод, производительность настольного упаковочного оборудования зависит исключительно от усилий оператора, но существуют ограничения по максимальной производительности, связанные с техническими характеристиками сварного узла.
Дополнительная информация
- Цена 16095
-
Характеристика
Модель N-400-С N-400-H(HN)
N-600-С Н-400H(HN)
Электропитание, В/Гц 220/50 220/50 220/50 220/50 Потребление электроэнергии, kВт/час 0,25 0,25 0,3 0,3 Пневмопитание, атм./л.мин. отсуствует отсуствует отсуствует отсуствует Д/Ш/В (не более), мм 600/200/200 600/200/200 800/200/200 800/200/200 Вес (не более), кг 12 12 15 15 Время спайки упаковки, сек. 1-8 1-8 1-8 1-8 Принцип нагрева импульс импульс импульс импульс Длина/Ширина шва, мм 400/1 400/3 600/1 600/3 Производительность (max.), швов/час 700 700 700 700 * Производительность запайщика зависит от свойств используемого материала и усилий оператора.
Документация
- Запайщик ручной настольный. Модель N-400-С / N-400-H / N-600-С / N-600-H. Руководство по эксплуатации (Паспорт)
- Сварка полимерных пленок. Статья
- Типы швов и способы их изготовления. Статья
- Эксплуатация запаечного (пленкосварного) оборудования. F.A.Q. (Часто Задаваемые Вопросы)
-
Описание работы
Оператор укладывает на подложку фрагменты (куски) пленки, которые необходимо сварить, или пакет, который требуется запаять, и опускает прижимную планку до полного контакта сварного элемента с подложкой. Опускание прижимной планки производится с помощью ручки, закрепленной на ее краю.
В момент опускания прижимной планки выключатель, установленный в блоке управления, замыкается и подает напряжение на сварной элемент. О подаче напряжения свидетельствует загорание красного светодиода «Нагрев». По истечении времени, установленном регулятором «Время нагрева», блок управления прекращает подачу напряжения на сварной элемент, оканчивая процесс сварки пленки.
Не подымая прижимной планки, оператору неоходимо выждать время, установленное для сварки шва (время до затухания светодиода «Нагрев») и время для остывания места расплава (время для остывания места расплава исключает деформацию шва. Определяется опытным путем в зависимости от толщины используемой пленки. В среднем равно 2 секундам после затухания светодиода «Нагрев»). Если запайщик укомплектовао механическим ножом (модели Н-400-ШН и Н-600-ШН), то при опущенной прижимной планке можно также отсечь излишки пленки, проведя ножом по направляющей.
После сварки и остывания шва, поднять прижимную планку и вынуть сваренные фрагменты пленки или запаянный пакет. (не следует подымать прижимную планку сразу после затухания светодиода «Нагрев» или сокращать время остывания шва, поскольку в этом случае возможно деформирование шва). Проконтролировать качество шва – шов должен быть хорошо пропаян и не иметь видимых разрывов.
Описанную выше последовательность действий необходимо выполнять для сварки каждого шва, учитывая тот факт, что при смене типа или толщины упаковочного материала, в запайщике, возможно, необходимо будет отрегулировать время сварки шва.
-
Особенности
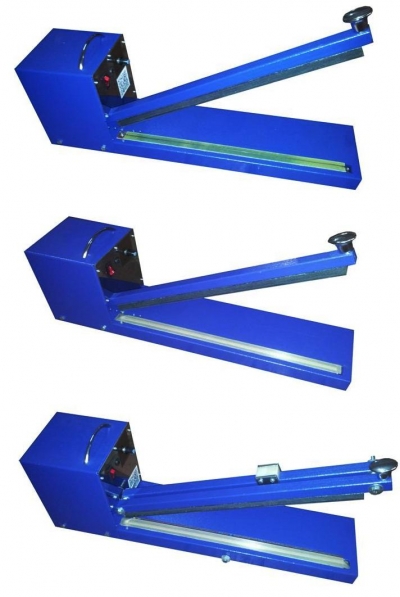
Запайщики предназначены для иготовления пакетов, запайки пакетов (упаковок) с продукцией, сварки пленок, а также для других задач, для выполнения которых требуется сварка термопластичных полимерных материалов. Пригодны для сварки любых типов полимерных материалов (полиэтилен, полипропилен, дуплекс, триплекс, лам.бумага и т.п.).
Выпускается данный вид упаковочного оборудования в моделях N-400-С, N-600-С, N-400-H, N-600-H, N-400-HN, N-600-HN. Отличие моделей состоит в применяемом типе шва: N-400-H и N-600-H сваривают пленку типом шва "шина", а N-400-С и N-600-С - типом шва "струна", с одновременной обрезкой. В N-400-HN и N-600-HN дополнительно установлен механический нож, позволяющей разрезать пленку, сваренную типом шва "шина".
-
Комплектация
Стандартная комплектация
- Паечный узел, с прижимной планкой;
- Блок управления с индикацией и регулировкой времени пайки.
Дополнительная комплектация
- Рулонодержатель.
Оснащение
- БУ и все элементы – PackTech (Украина).
- Возможности до 700 швов/час
- Продукция пакеты
- Типы пленок любые
Дополнительная информация
- Цена 21663
-
Характеристика
Модель NЕ-300 NЕ-300-Д
Электропитание, В/Гц 220/50 220/50 Потребление электроэнергии, kВт/час 0,25 0,25 Пневмопитание, атм./л.мин. отсуствует отсуствует Д/Ш/В (не более), мм 500/200/200 500/200/200 Вес (не более), кг 14 14 Время спайки упаковки, сек. 1-2 1-2 Принцип нагрева постоянный постоянный Длина/Ширина шва, мм 300/1 300/3 Производительность (max.), швов/час 2000 2000 * Производительность запайщика зависит от свойств используемого материала и усилий оператора.
Документация
- Эксплуатация запаечного (пленкосварного) оборудования. F.A.Q. (Часто Задаваемые Вопросы)
- Запайщик ручной настольный. Модель NЕ-300 / NЕ-300-Д. Руководство по эксплуатации (Паспорт)
- Сварка полимерных пленок. Статья
- Типы швов и способы их изготовления. Статья
-
Описание работы
Оператор укладывает на подложку пакет, который требуется запаять, или фрагменты (куски) пленки, которые необходимо сварить, и опускает прижимную планку до полного контакта губки со сварным элементом. Опускание прижимной планки производится с помощью ручки, закрепленной на ее краю.
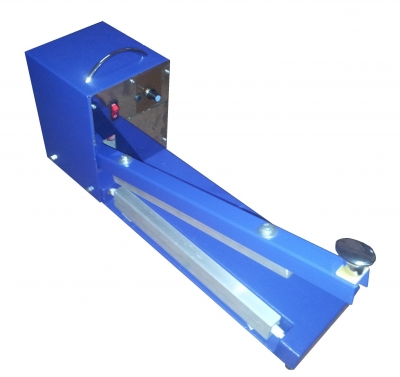
В момент опускания прижимной планки губка плотно прижимает пленку к разогретому сварному и формирует шов (место расплава полимера). Если губка и сварной элемент имеют рифленую поверхность, формируется шов с продольными полосками-зубцами, так называемый «еврошов».
Поскольку полимеры, свариваемые постоянным нагревом, имеют очень быстрый процесс кристализации, для формирования качественного шва достаточно выдержать прижимную планку в сомкнутом состоянии 1-2 секунды. При этом место расплава, в отличие от полиэтилена, не требует времени для остывания.
После сварки шва, поднять прижимную планку и вынуть сваренные фрагменты пленки или запаянный пакет. Проконтролировать качество шва – шов должен быть хорошо пропаян и не иметь видимых разрывов.
Описанную выше последовательность действий необходимо выполнять для сварки каждого шва, учитывая тот факт, что при смене типа или толщины упаковочного материала, в запайщике, возможно, необходимо будет отрегулировать температуру нагрева сварного элемента.
-
Особенности
Запайщик предназначен сварки последнего шва (запайки) пакета (упаковки) с продукцией с формированием эстетически привлекательного шва типа "еврошов". При этом, учитывая, что паечный узел данного запайщика работает по принципу постоянного нагрева, запайщик не применим для сварки полиэтилена (применяется для сварки полипропиленовой, дуплексной, триплексной пленок и ламинированной бумаги).
Существуют следующие модели данного запайщика: NE-300, NE-300-Д. Отличие моделей состоит в наличии на паечном узле датора, позволяющего наносить на сваренный шов 6 знаков в формате "XX XX XX" (день, месяц, год): в моделе NE-300-Д присутствует датор, а в NE-300 - отсутствует.
-
Комплектация
Стандартная комплектация
- Паечный узел, с прижимной планкой;
- Блок управления с индикацией и регулировкой температуры пайки.
Дополнительная комплектация
- Датер (от 6 символов).
Оснащение
- БУ и все элементы – PackTech (Украина).
- Возможности до 2000 швов/час
- Продукция пакеты
- Типы пленок любые, кроме ПВХ,ПОФ,ПЭ

Дополнительная информация
- Цена 28971
-
Характеристика
Модель L-400x400 Электропитание, В/Гц 220/50 Потребление электроэнергии, kВт/час 0,35 Пневмопитание, атм./л.мин. отсуствует Д/Ш/В (не более), мм 500/500/1200 Вес (не более), кг 45 Время спайки упаковки, сек. 1-8 Принцип нагрева импульс Длина/Ширина шва, мм 400x400/1 Производительность (max.), упаковок/час 500 * Производительность запайщика зависит от свойств используемого материала и усилий оператора.
Документация
- Эксплуатация запаечного (пленкосварного) оборудования. F.A.Q. (Часто Задаваемые Вопросы)
- Запайщик ручной настольный. Модель L-400x400. Руководство по эксплуатации (Паспорт)
- Сварка полимерных пленок. Статья
- Типы швов и способы их изготовления. Статья
-
Описание работы
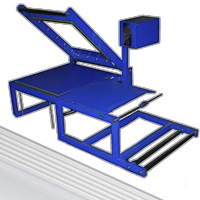
Оператор подымает край упаковочной пленки, находящийся на столике-раскрывателе, и, перемещая предмет по столику, засовывает его в пленку. После чего, предмет вместе с пленкой перемещает на упаковочный столик. Предмет должен находиться в проеме прижимной рамки так, чтобы она при опускании обжимала предмет со всех сторон.
Оператор опускает прижимную рамку, прижимая ее рукой за ручку для равномерного и полного контакта сварного элемента с подложкой. В момент опускания прижимной рамки загорится красный светодиод «Нагрев», свидетельствующий о подачи напряжения на сварной элемент. По истечении времени, установленном регулятором «Время нагрева», блок управления прекращает подачу напряжения на сварной элемент, оканчивая процесс сварки пленки.
Не подымая прижимной рамки, оператору неоходимо выждать время, установленное для сварки шва (время до затухания светодиода «Нагрев») и время для остывания места расплава (время для остывания места расплава исключает деформацию шва. Определяется опытным путем в зависимости от толщины используемой пленки. В среднем равно 2 секундам после затухания светодиода «Нагрев»).
После сварки и остывания шва, поднять прижимную рамку и вынуть сваренную упаковку (не следует подымать прижимную планку сразу после затухания светодиода «Нагрев» или сокращать время остывания шва, поскольку в этом случае возможно деформирование шва). Проконтролировать качество шва – шов должен быть хорошо пропаян и не иметь видимых разрывов.
Описанную выше последовательность действий необходимо выполнять для сварки каждой упаковки, учитывая тот факт, что при смене типа или толщины упаковочного материала, в оборудовании, возможно, необходимо будет отрегулировать время сварки шва.
-
Особенности
Запайщик является оптимальным для упаковки полиграфической продукции, постельного белья, ящиков с печеньем. Паечный узел имеет L-образную форму, что позволяет при опускании рамки со сварным элементом одновременно сваривать боковой и последний шов упаковочного пакета, а также первый шов следующего пакета. При таком расположении швов на пленке, сложенной полурукавом, одно опускание рамки фактически приводит к полному формированию упаковки и упаковыванию продукции.
Паечный узел данного запайщика работает по принципу импульсного нагрева, сваривая пленку типом шва "струна". Это позволяет использовать запайщик для сварки как полиэтилена, так и других полимерных пленок.
Запайщик выпускается в модели L-400x400, с модификациями по длине паечного узла и автоматизацией процесса запайки.
-
Комплектация
Стандартная комплектация
- Рулонодержатель, с накопительным столиком;
- Паечный узел, с прижимной угловой планкой;
- Блок управления с индикацией и регулировкой времени пайки.
Дополнительная комплектация
- Прижимные магниты (автоматизация процесса запайки);
- Электронный блок управления.
Оснащение
- БУ и все элементы – PackTech (Украина).
- Возможности до 500 упаковок/час
- Продукция штучные, групповые изделия
- Типы пленок любые