Фасувальне
До цього виду пакувального обладнання належать машини та механізми, що дозволяють шляхом послідовного виконання функцій дозування та упаковки забезпечити упаковку строго заданих порцій (доз) певного сипучого, рідкого або штучного продукту.
Установки покликані мінімізувати ручну працю, в процесі фасування та упаковки сипучих продуктів, і виконуються у вигляді фасувально-пакувальних автоматів або напівавтоматів, що поєднують у собі вагові або об'ємні дозатори та пакувальні напіватомати або автомати.


Додаткова інформація
- Цена 232000
-
Характеристика
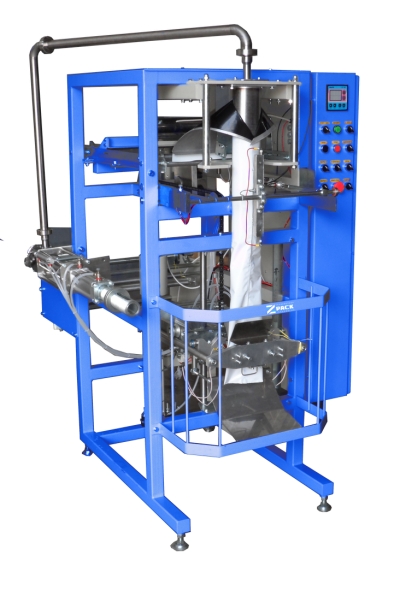
Електроживлення, В/Гц 380/50 Споживання електроенергії, kВт/год 2-2,4 Пневможивлення**, атм./л.хв. 6/150 Довжина /Ширина /Висота (не більше), мм 1700/1200/2600-3100 Вага (не більше), кг 440 Ширина/Діаметр рулону плівки (макс.), мм 500/300 Продуктивність (макс.)*, уп./год. 600-2700 Об'єм накопичувального бункера, л 60-240 Діапазон дозування, г 20–2000 Д/Ш упаковки (макс.), мм 400/240 * Продуктивність залежить від ваги та властивостей дозованої продукції, довжини упаковки та властивостей пакувального матеріалу.
** Для забезпечення функціонування пневмоприводів даної фасувальної машини потрібна наявність компресора (постачається окремо).
Документація
- Автомат фасувально-пакувальний. Модель АF-50-V1/АF-50-V2/АF-50-V3/АF-50-V4. Посібник з експлуатації (Паспорт)
- Контролер управління ваговим дозатором. Модель "LIBRA". Інструкція з експлуатації (Паспорт)
- Експлуатація фасувального обладнання. F.A.Q. (Часто Задаються Питання
-
Опис роботи
Фасований продукт висипається через горловину бункера на вібролоток, який, вібруючи із заданою амплітудою, подає його в ковш, що зважує. Ківш кріпиться до рами дозатора на тензометричному датчику (тензодатчику). При досягненні зазначених вагових параметрів, тензодатчик подає сигнал на блок керування дозатора (контролер Libra), який зупиняє вібролоток, припиняючи подачу продукту.
При отриманні імпульсу від блоку управління пакувального автомата (сигнал «Розвантаження»), контролер дозатора подає сигнал на відкриття ковша, що зважує. Ківш відкривається, висипаючи свій вміст у лійку. По лійці, через тубус рукавоутворюючого пристосування, продукт висипається в згорнуту тубою (рукавом) пакувальну плівку з запаяним заднім швом і денцем (заготівлю упаковки). У цей час контролер включає вібролоток для наповнення ковша, що зважує, наступною порцією продукту.
Роботою пакувального автомата управляє розташований у блоці управління мікроконтролер, який після розвантаження зважувального ковша (видачі дози продукту) приводить в дію механізм протягування плівки. При протяжці відбувається розмотування рулону та згортання плівки, через комір, у рукав навколо тубуса. Протягнувши плівку на необхідну відстань (визначається за фотоміткою або заданим значенням), мікроконтролер приводить у дію пайковий вузол.
Пайковий вузол використовує принцип постійного нагріву і за один прийом одночасно запаює типом шва "єврошів" верхній шов заповненої упаковки, нижній та бічний шви наступної упаковки. При цьому в момент зварювання здійснюється відділення заповненої упаковки шляхом розтину плівки механічним зубчастим ножем. Відсічена упаковка падає на підлогу, у спеціальну ємність (коробку) або відвідний транспортер.
Після розмикання зварних елементів мікроконтролер пакувального автомата знову подає імпульс контролеру «Libra» (сигнал «Розвантаження»), заповнюючи наступну упаковку. Додатково мікроконтролер відстежує момент закінчення рулону пакувального матеріалу та інші аварійні ситуації.
-
Особливості
Фасувальний автомат є оптимальним для фасування продуктів будь-якої сипкості, за винятком сильно пилу (борошно, цукрова пудра). Враховуючи спосіб дозування та характеристики вагового дозатора, фасувальне обладнання дозволяє довільно змінювати порції фасованого продукту, а також досягати максимально точного дозування. Не має обмежень на зміну продукту фасованого, присутніх в автоматах з об'ємним дозатором (АF-35-Про, АF -45-Про та АF-50-Про).
Відмінність цього обладнання для фасування, від подібних АF-35-V і АF-45-V, полягає у застосуванні пневмомеханічного пакувального автомата, у якого використовуються комбіновані приводи (протяжка плівки відбувається за допомогою електродвигуна та ременів, а стискання та розтискання зварних елементів пайкового вузла - за допомогою пневмоприводів). Така комбінація значно збільшує швидкість роботи автомата і дозволяє використовувати ширші пакувальні плівки, ніж на АF-45-V. У той же час наявність пневмоприводів вимагає використання компресора, і як наслідок збільшує шумність роботи фасувального автомата, але рівень шуму не досягає AF-35-V.
Автомат вимагає розміщення підлоги і має обмеження по ширині використовуваної плівки і висоті формованої упаковки, зазначені в технічних характеристиках.
Фасувальний автомат випускається у моделях АF-50-V1, АF-50-V2, АF-50-V3, АF-50-V4. Їх відмінність між собою полягає в кількості зважувальних ковшів ("струмків"): в АF-50-V1 1 "ручок", продуктивністю до 600 упаковок/год, а в АF-50-V4 відповідно 4 "ручки", продуктивністю до 2700 упаковок /год.
Отдельною модифікацією фасувальної машини є використання дворівневого вагового дозатора, що дозволяє більш точно і ефективно дозувати важкосипучі продукти, що не мають постійної сипкості . Наприклад, чіпси здатні або застрявати в горловині бункера (вібролотках), або прокидатися великими порціями, що зчепилися. Відповідно розмір дози може мати небажані відхилення від заданого. Щоб це виключити, у дозаторі використовуються два рівні вібролотків.
-
Комплектація
Стандартна комплектація
- Ваговий електронний 1-4 потоковий дозатор з накопичувальним бункером;
- Формувальник 3-х шовної упаковки "подушка" - комір (до 500 мм);
- Система автоматичного ремінного протягування пакувального матеріалу по "фотометці";
- Вузол запаювання типу "єврошів" подовжнього та поперечних швів упаковки;
- Вузол прокладання дати на шві упаковки (день, місяць, рік "ХХ ХХ ХХ");
- Електронний блок керування зі світловою індикацією та відстеженням аварійних ситуацій.
Додаткова комплектація
- Тубус із коміром (для зміни ширини плівки);
- Вузол формування "стоячий пакет";
- Інкодер (для протягування плівки по довжині упаковки);
- Термопринтер (від 6 символів, у будь-якій точці упаковки);
- Пристрій нанесення просічки на шов ("європетля", "євровисічка");
- 2-й рівень дозатора (для важкосипучої продукції);
- Захисний кожух;
- Компресор.
Обладнання:
- Електроприводи – STM (Італія);
- Пневмоприводи – CAMOZZI (Італія);
- БО – МіКра (Україна);
- Частотні перетворювачі – INVT, HYUNDAI (Корея);
- Підшипники - СХ (Польща);
- Вузли, які контактують із продуктом – сталь 304.
- Можливості 600-2700 уп./год




Додаткова інформація
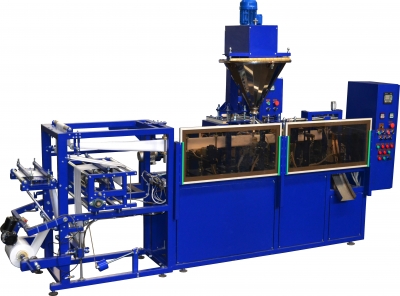
- Цена 417600
-
Характеристика
Електроживлення, В/Гц 380/50
Споживання електроенергії, кВт/год 3,5
Пневможивлення**, атм./л.хв. 6/500
Довжина / Ширина / Висота (не більше), мм 2900/1800/4600
Вага (не більше), кг 950
Ширина/Діаметр рулону плівки (макс.), мм 1050/500
Продуктивність (кінетична)*, уп./год. 500
Д/Ш упаковки (макс.), мм 700/500
Діапазон дозування, см3 2000 - 50000
Об'єм накопичувального бункера, л 100
* Продуктивність залежить від ваги дози, довжини пакування, властивостей пакувального матеріалу.
** Для забезпечення функціонування пневмоприводів даної фасувальної машини, потрібна наявність «компресора» (постачається окремо).
-
Опис роботи
Фасований продукт висипається через горловину бункера на живильник, за допомогою якого подається в лійку тубуса рукавоутворювального пристосування.
* Живильник може бути виконаний у вигляді вібролотка або поліуретанової транспортерної стрічки (стрічка доцільною для крихких важкосипучих продуктів, в інших випадках використовується вібролоток). Роботою живильника управляє блок управління, який подаючи живлення на електродвигун або електромагніт, змушує обертатися транспортерну стрічку або створювати вібрації вібролотку, тим самим переміщуючи продукт від горловини бункера до лійки тубуса.
На тубусі згорнутий тубою (рукавом) пакувальний матеріал із запаяним заднім швом та дном. При цьому шов дна затиснутий у горизонтальних притисканнях пайкового вузла.
Прокидаючись через лійку тубусом, продукт заповнює дно туби (упаковки) і сам тубус. Враховуючи вагу дози та тиск, що створюється на шов дна, горизонтальні притискання залишаються стиснутими до закінчення видачі дози. Тим самим, виключається тиск на шов і ймовірність його розриву при пакувальному матеріалі, що не охолонув від зварювання.
Усередині тубуса розташований ємнісний датчик, що реагує на наповнення тубуса. Як тільки продукт, заповнюючи тубус, наблизиться на встановлену дистанцію до ємнісного датчика останній подає сигнал на блок управління.
Блок управління зупиняє роботу живильника (припиняє подачу живлення), розтискає притиски пайкового вузла і включає протяг пакувального матеріалу. Враховуючи, що упаковка зварена безпосередньо на полотні пакувального матеріалу, при її протяжці відбувається розмотування рулону та згортання пакувального матеріалу за допомогою коміра в рукав навколо тубуса. Протяжка відбувається за допомогою електродвигуна та ременів на встановлену оператором довжину.
Після закінчення протягування блок управління знову стискає притискачі, фіксуючи пакувальний матеріал, а також стискає розташовані на притисках зварні елементи і притискає до тубуса вертикальний зварний елемент до тубуса, починаючи процес зварювання швів. Одночасно блок управління приводить у дію живильник дозатора, заповнюючи упаковку.
Пайковий вузол працює за принципом постійного нагріву, тобто до пакувального матеріалу на вказаний час (заданий інтервал) притискаються зварні елементи, на яких підтримується встановлена температура. Після закінчення заданого часу зварювання зварні елементи розтискаються, а горизонтальні притискання залишаються в стислому стані. Це необхідно для остигання пакувального матеріалу та формування міцних швів, що є особливо актуальним для поліетиленових плівок*, шви на яких після зварювання тривалий час зберігають пластичність і можуть розірватися навіть від незначних зусиль. Для прискорення процесу остигання, відразу після розтискання зварних елементів, блок управління подає стиснене повітря на форсунки, розташовані на пайковому вузлі, і примусово охолоджує сформовані шви (час обдування регулюється оператором).
* Обладнання дозволяє використовувати як пакувальний матеріал будь-які полімерні плівки, але, враховуючи розміри доз і оптимальну вартість упаковки, найбільш доцільним є використання поліетиленових плівок.
Пайковий вузол за один прийом одночасно запає верхній шов заповненої упаковки, нижній і задній шви наступної упаковки. При цьому в момент зварювання відбувається відділення заповненої упаковки шляхом розсічення пакувального матеріалу розпеченою «струною», розташованою на виступі зварного горизонтального елемента.
Після закінчення процесу зварювання та охолодження сформованих швів, блок управління розтискає горизонтальні притиски і знову включає протяжку пакувального матеріалу, подаючи наступну заповнену упаковку пайковий вузол. При цьому вже запаяна і відсічена «струною» упаковка опускається на транспортер, що відводить.
-
Особливості
Даний фасувально-пакувальний автомат є оптимальним для фасування продуктів, які зручно продавати у великих упаковках (мішках). Такими продуктами можуть бути: пісок, паливні гранули, пелети, зерно, сіль, цукор, пральний порошок, галька, щебінь, ґрунт (не вологий), комбікорм, наповнювачі для тварин.
Автомат фасувально-пакувальний не застосовується для фасування продуктів, що сильно пилять. При цьому необхідно враховувати, що внаслідок застосування об'ємного дозатора, модель не є універсальною і має обмеження на зміну продукту, що пакується.
Даний апарат вимагає розміщення підлоги і має обмеження по ширині використовуваної плівки і висоті формується упаковки, зазначені в технічних характеристиках.
-
Комплектація
Стандартна комплектація
Об'ємний дозатор із стрічковим або вібраційним живильником та накопичувальним бункером;
Формувач 3-х шовного пакування "подушка" - комір (до 1050 мм);
Система автоматичного ремінного протягування пакувального матеріалу по "фотометці";
Вузол запайки поздовжнього та поперечних швів упаковки, з одночасним повітряним охолодженням;
Електронний блок керування зі світловою індикацією та відстеженням аварійних ситуацій.
Додаткова комплектація
Транспортер завантажувальний, що відводить;
Тубус із коміром (для зміни ширини плівки);
Вузол формування "стоячого пакета";
Інкодер (для протягування плівки по довжині упаковки);
Термопринтер (від 6 символів, у будь-якій точці упаковки);
Вузол формування ручки на упаковці ("3 пальці");
Захисний кожух;
компресор.
Оснащення
Електроприводи – STM (Італія);
Пневмоприводи – CAMOZZI (Італія);
БУ – Libra, МіКра (Україна);
Частотні перетворювачі - INVT, Hyundai (Корея);
Вузли, що контактують із продуктом – сталь 304.
- Можливості 500 уп./год.
- Тип упаковки мешок (подушка/стоячий)
- Продукция сыпучие продукты